简体中文
简体中文
Nybörjare
Hem / Nybörjare / Branschnyheter / Korrosionsbeständighet spelar roll: den dolda fördelen med stötdämpare för rena zinkplattor

Den stämplade elektroniska plug-in i rostfritt stål är en precisionskonstruerad komponent som tillverkas med avancerade stämpeltekniker. Denna del är tillverkad av rostfritt stål av hög kvalitet oc...
Se detaljer
Den stämplade värmeskölden i rostfritt stål är en precisionsformad bilkomponent som är utformad för att skydda kritiska system från överdriven värme. Tillverkad med avancerad stämpelteknologi är de...
Se detaljer
Vår högtrycksbeständiga rostfritt stålfäste är en robust, hållbar och pålitlig lösning för att säkra utrustning i krävande miljöer där tryck och strukturell integritet är kritiska. Tillverkad av ro...
Se detaljer
Våra svarta formbara järnbussningar är hållbara, högkvalitativa komponenter designade för olika industriella tillämpningar, vilket erbjuder exceptionell styrka, motstånd mot slitage och långsiktig ...
Se detaljer
Järnkondensatortätningshuset är en precisionsstampad metallkomponent som är utformad för att omsluta och skydda kondensatorer, vilket säkerställer deras långsiktiga prestanda och tillförlitlighet. ...
Se detaljer
Vår järnpackning är en högpresterande tätningslösning utformad för att ge hållbar och tillförlitlig prestanda i ett brett spektrum av industriella applikationer. Tillverkad av järnmaterial av hög k...
Se detaljer
Den stämplade järnventilens kärnmontering tillverkas med stämpelteknologi och tillverkad av järnmaterial av hög kvalitet, exakt stämplade i form. Denna komponent används ofta i olika vätskekontroll...
Se detaljer
Den stämplade aluminiumfläktvärmplattan för ny energiladdningstakplugg är en nyckelkomponent tillverkad av aluminiumlegering med användning av stämpelteknologi, allmänt använd i pluggavsnittet i ny...
Se detaljer
Vårt järn aluminium tystnad är en högpresterande, hållbar lösning utformad för att effektivt minska buller och vibrationer i ett brett spektrum av industriella och mekaniska tillämpningar. Genom at...
Se detaljer
Fosforbronsanslutningar är precisionskonstruerade elektriska komponenter tillverkade av en kopparlegering som kombinerar koppar, tenn och fosfor. Detta specialiserade material erbjuder en unik blan...
Se detaljer
Den stämplade kopparens silverpläterade nya energiladdningsladdningsplugg är en högpresterande kontakt som är speciellt designad för nya energifordonsladdningsstationer. Tillverkad av högkvalitativ...
Se detaljer
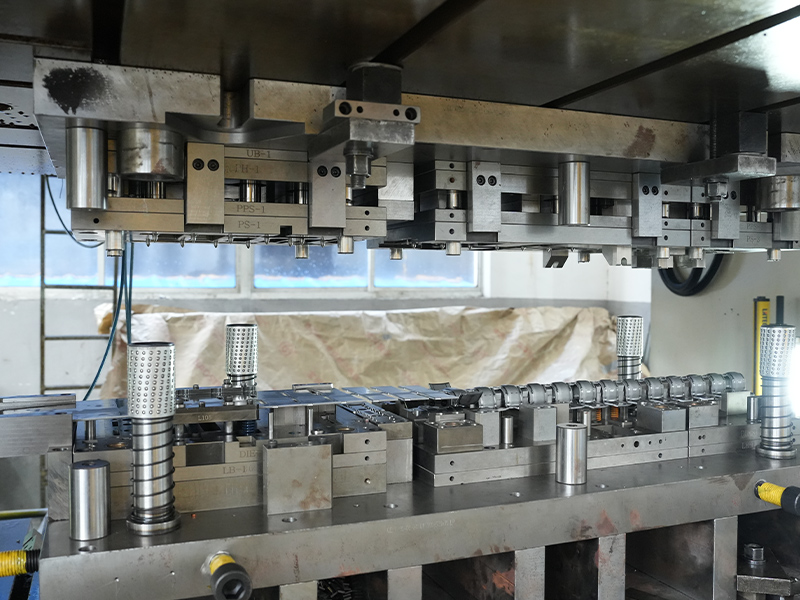
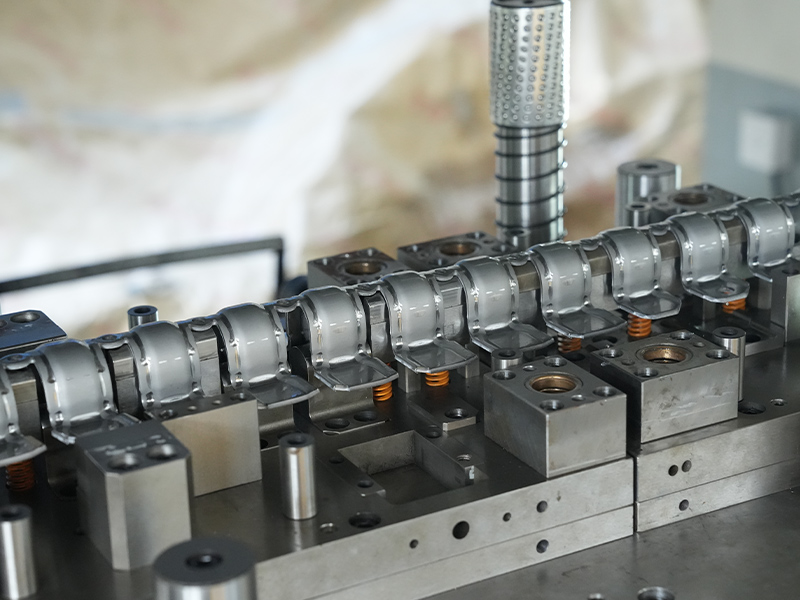
Den rena zinkplattans stötdämpare är en högpresterande, hållbar lösning utformad för att förbättra funktionaliteten och livslängden hos olika maskiner och utrustning. Denna stötdämpare är konstruer...
Se detaljerkontaktuppgifter
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Om du är intresserad av våra produkter, vänligen kontakta oss