 简体中文
简体中文

Metall stämpeldelar är väsentliga komponenter som används inom otaliga industrier, från fordon till elektronik. Denna omfattande guide förklarar allt du behöver veta om stämplade metallkomponenter, inklusive tillverkningsprocesser, materialval, kvalitetsstandarder och praktiska tillämpningar.
Förstå metallstämpelteknik
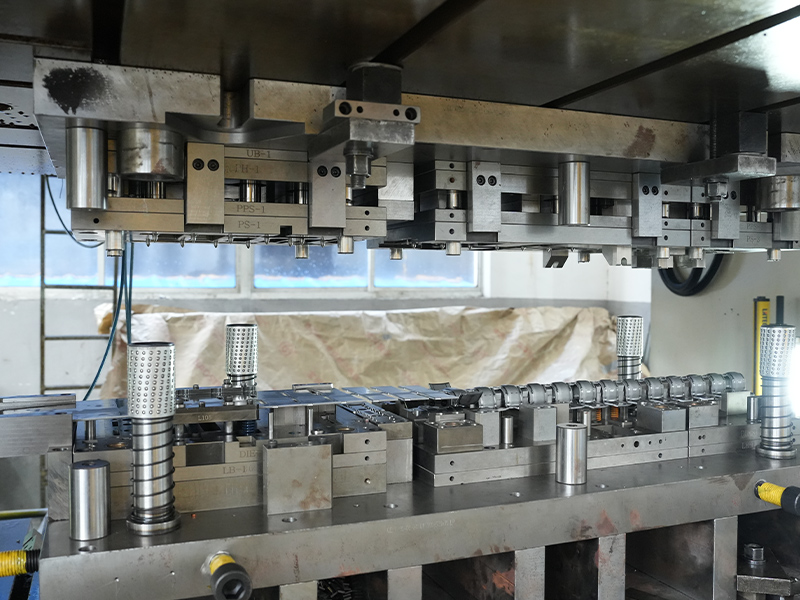
Metallstämpel är en kallbildande tillverkningsprocess som använder matriser och stämpelpressar för att förvandla plåt till specifika former. Processen erbjuder flera fördelar:
- Hög produktionseffektivitet
- Utmärkt dimensionell konsistens
- Kostnadseffektivitet för massproduktion
- Förmåga att skapa komplexa geometrier
- Materialbesparingar med minimalt avfall
Modern stämpelteknologi kan producera delar med toleranser så snäva som ± 0,01 mm för precisionsapplikationer.
Vanliga typer av stämplingsdelar
Stämplade komponenter kan kategoriseras genom deras tillverkningsprocess och slutform:
| Typ | Beskrivning | Typiska applikationer |
| Blankeddelar | Platta komponenter klippta från plåt | Brickor, mellanrum, elektriska kontakter |
| Böjdelar | Komponenter med vinklade eller bildade funktioner | Parenteser, klipp, kapslingar |
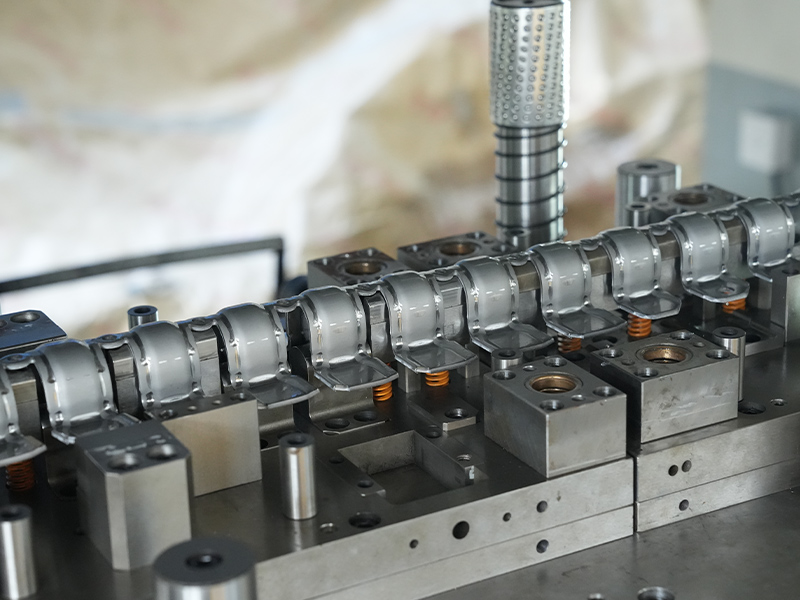
| Djupa ritningsdelar | Tredimensionella ihåliga former | Burkar, containrar, bilpaneler |
| Progressiva die delar | Komplexa komponenter tillverkade i flera steg | Elektriska terminaler, kontakter |
| Fina blankeddelar | Komponenter med hög precision med släta kanter | Växlar, precisionsmekaniska delar |
Metallstämpelprocess steg för steg
Metallstämpelprocessen involverar vanligtvis dessa nyckelstadier:
- Materialval: Välja lämplig metalltyp och tjocklek
- Blank förberedelse: Skärplåt till nödvändig storlek
- Verktygsinställningar: Installera och justera dör i pressen
- Stämpeloperation: Bildar delen genom att trycka på
- Sekundära operationer: Ytterligare processer som att tappa eller svetsa
- Kvalitetsinspektion: Verifierande dimensionell noggrannhet
- Ytbehandling: Applicera skyddsbeläggningar om det behövs
Populära material för stämplingsdelar
Materialval beror på delens funktion, miljöförhållanden och kostnadsöverväganden:
| Material | Tjockleksområde | Nyckelegenskaper | Gemensamma användningsområden |
| Kylrullat stål | 0,5-3,0 mm | Hög styrka, bra formbarhet | Fordon, apparater |
| Rostfritt stål | 0,2-6,0 mm | Korrosionsmotstånd | Medicinsk, matbearbetning |
| Aluminiumlegeringar | 0,3-5,0 mm | Lätt, ledande | Aerospace, Electronics |
| Koppar/mässing | 0,1-3,0 mm | Utmärkt konduktivitet | Elektriska komponenter |
| Högkolstål | 1,0-8,0 mm | Exceptionell hårdhet | Industrimaskiner |
Kritiska kvalitetskontrollåtgärder
Att säkerställa stämplad delkvalitet kräver flera verifieringsmetoder:
- Första artikelinspektion: Omfattande mätning av initiala prover
- Dimensionella kontroller: Använda bromsok, mikrometrar och CMMS
- Materialverifiering: Spektrometertestning för legeringskomposition
- Ytinspektion: Kontrollera för repor, bucklor eller defekter
- Funktionell testning: Verifierande passform och prestanda
Statistical Process Control (SPC) -metoder implementeras ofta för att övervaka produktionskonsistens.
Designöverväganden för stämplingsdelar
Effektiv stämplad deldesign följer dessa principer:
- Upprätthålla enhetlig väggtjocklek när det är möjligt
- Inkludera lämpliga böjradier (vanligtvis 1x materialtjocklek)
- Designfunktioner för att minimera verktygsslitage
- Överväg kornriktning för böjningsoperationer
- Möjliggöra korrekt materialflöde i djup ritning
- Inkludera toleranser som är lämpliga för tillverkningsmetoden

Kostnadsfaktorer vid metallstämpel
Flera variabler påverkar det slutliga priset på stämplade komponenter:
| Faktor | Inverkan på kostnaden | Kostnadsreduktionstips |
| Materialtyp | 20-60% av den totala kostnaden | Tänk på alternativa legeringar |
| Delkomplexitet | Ökar verktygskostnaderna | Förenkla geometrier där det är möjligt |
| Produktionsvolym | Högre volymer minskar enhetskostnaden | Kombinera beställningar när det är praktiskt |
| Toleranskrav | Stramare toleranser ökar kostnaden | Ange lösare toleranser där acceptabla |
| Sekundärverksamhet | Lägger till behandlingssteg | Design för att minimera efterbehandlingen |
Branschapplikationer av stämplade delar
Metallstämning tjänar praktiskt taget alla tillverkningssektor:
- Bil: Kroppspaneler, konsoler, motorkomponenter
- Elektronik: Kontakter, skärmning, kylflänsar
- Medicinsk: Kirurgiska verktyg, implantatkomponenter
- Apparater: Hus, kontrollpaneler, gångjärn
- Konstruktion: Fästelement, hårdvara, strukturella komponenter
- Aerospace: Flygplanbeslag, instrumenteringsdelar
Jämförelse av stämpling med alternativa tillverkningsmetoder
Förstå när du ska välja stämpel kontra andra processer:
| Metod | Fördelar | Nackdelar | Bäst för |
| Metallstämpel | Hög hastighet, låg enhetskostnad, precision | Hög verktygskostnad, begränsad till plåt | Massproduktion av tunna komponenter |
| CNC -bearbetning | Flexibel, inget verktyg behövs | Långsammare, högre kostnad per del | Prototyper, komplexa 3D -delar |
| Gjutning | Komplexa former, bra ytfinish | Begränsad till icke-järnmetaller | Zink, aluminiumkomponenter |
| 3D -tryckning | Inget verktyg, designfrihet | Långsamma, materiella begränsningar | Prototyper, anpassade delar |
Emerging Trends in Stamping Technology
Stämpelindustrin fortsätter att utvecklas med ny utveckling:
- Smart dör: Sensorer för realtidsprocessövervakning
- Avancerade simuleringar: Bättre förutsägelse av materiellt beteende
- Höghastighetsautomation: Snabbare pressar med robothantering
- Laserassisterad stämpel: Lokaliserad uppvärmning för svåra material
- Miljövänliga processer: Minskad energi och materialavfall
Felsökning av vanliga stämpelfrågor
Lösningar för ofta produktionsproblem:
| Problem | Möjliga orsaker | Lösningar |
| Burr | Slitna dör, felaktig clearance | Skärpa/byt ut matriser, justera clearance |
| Krackning | Otillräcklig böjradie, fel material | Öka radie, glödgat material |
| Rynkig | Otillräckligt tomt hållartryck | Justera tryck, använd dragpärlor |
| Springback | Materialminneseffekt | Överbend, använd kompensationsvinklar |
| Feljustering | Felaktig utfodring, slitna guider | Kontrollera mataren, byt ut guider |
Underhåll bästa metoder för stämplar
Korrekt matunderhåll förlänger verktygslivslängden och säkerställer kvalitet:
- Ren dör regelbundet för att ta bort metallpartiklar
- Inspektera för slitage och skador efter varje produktionskörning
- Applicera lämpliga smörjmedel för att minska friktionen
- Butik dör ordentligt när det inte används
- Håll detaljerade underhållsposter
- Tågoperatörer i lämpliga hanteringsförfaranden
Beräkning av produktionskrav
Nyckelformler för stämpeloperationer:
Tryck på Tonnage -beräkningen:
Tonnage = (omkrets × Materialtjocklek × skjuvhållfasthet) / 2000
Blank storlek för djup ritning:
Blank diameter = √ (Slutlig delytan × 4/π)
Produktionshastighet:
Delar / timme = (3600 × effektivitetsfaktor) / cykeltid (sekunder)
Miljööverväganden
Modern stämpeloperationer adresserar hållbarhet genom:
- Återvinningsprogram
- Energieffektiva servopressar
- Vattenbaserade smörjmedel och rengöringsmedel
- Avfallsminskningsinitiativ
- Kylvätskesystem med sluten slinga
Framtida utsikter för stämpelindustrin
Metallstämpelsektorn beräknas växa stadigt, drivs av:
- Ökande bilproduktion över hela världen
- Tillväxt i infrastruktur för förnybar energi
- Utvidgning av konsumentelektronikmarknader
- Framsteg i lätta material
- Integration med industri 4.0 -teknik
När tillverkningskraven utvecklas fortsätter stämpeltekniken att anpassa sig och erbjuder kostnadseffektiva lösningar för att producera precisionsmetallkomponenter över olika branscher.










