 简体中文
简体中文

Hårdvarustansdelarna är kärnan i modern tillverkning. Från fästet inuti din bildörr till terminalen inuti ett industrirelä, dessa små precisionskomponenter håller komplexa sammansättningar fungerande på ett tillförlitligt sätt – ofta utan att slutanvändaren någonsin märker dem. Som en tillverkare som har tillverkat metallstämpeldelar sedan 2010, vill vi ge dig en tydlig och praktisk bild av vad hårdvarustansdetaljer faktiskt är, hur de tillverkas och vad du ska leta efter när du köper dem.
Vad är hårdvarustansdelar?
Hårdvarustansdelar är metallkomponenter som tillverkas genom att pressa, stansa, böja eller dra plåt genom en form med hjälp av en mekanisk eller hydraulisk press. Processen är känd som metallstämpling eller pressformning. Till skillnad från bearbetning, som tar bort material för att skapa en form, är stansning en formningsprocess – material omformas utan att skäras bort, vilket dramatiskt minskar slöseri och kostnader i stor skala.
Termen "stämplingsdelar för hårdvara" täcker ett extremt brett spektrum av komponenter. En kort representativ lista inkluderar:
- Fästen, clips och monteringsplattor som används i karosser för bilar
- Elektriska plintar, kontakter och skärmande kåpor i hemelektronik
- Kirurgiska instrumenthöljen och implantatangränsande komponenter i medicinsk utrustning
- Kapslingar, kylflänsar och strukturella ramar i industrimaskiner
- Gångjärn, fästelement, fjädrar och brickor i hårdvara och byggprodukter
Vad alla dessa komponenter delar är kravet på tät dimensionell konsistens, ytintegritet och förmågan att produceras i stora volymer till en repeterbar kvalitetsnivå.
Kärnstämplingsprocesserna förklaras
Att förstå de grundläggande operationerna hjälper dig att kommunicera mer effektivt med din leverantör och utvärdera offerter mer exakt. De flesta hårdvarustansdelarna tillverkas genom en eller flera av följande operationer:
Blankering och stansning
En stans tvingar plåt genom en form för att separera en platt form (blanking) eller för att skapa ett hål (stansning). Dessa är vanligtvis de första operationerna i en flerstegsprocess. Dimensionsnoggrannheten avgör här om varje nedströmsoperation håller sig inom tolerans.
Böjning och formning
Böjning applicerar kraft längs en rak axel för att skapa vinklar. Formning är en bredare term för alla operationer som ändrar arkets kontur utan att ta bort material – inklusive prägling, prägling och krullning. Springback (metallens tendens att delvis återgå till sin ursprungliga form efter formning) är en av de vanligaste källorna till dimensionsfel; erfarna verktygstillverkare står för detta i formkonstruktionen från början.
Djupteckning
Djupdragning drar ett platt ämne in i en formhålighet för att skapa en ihålig, tredimensionell form – koppar, burkar, kapslingar och höljen är typiska utdata. Djup-till-diameter-förhållandet (känd som dragförhållandet) bestämmer om en del kan formas i ett enda drag eller kräver flera reduktionssteg. De flesta material tillåter ett dragförhållande på ungefär 1,5 till 2,0 per steg utan att spricka.
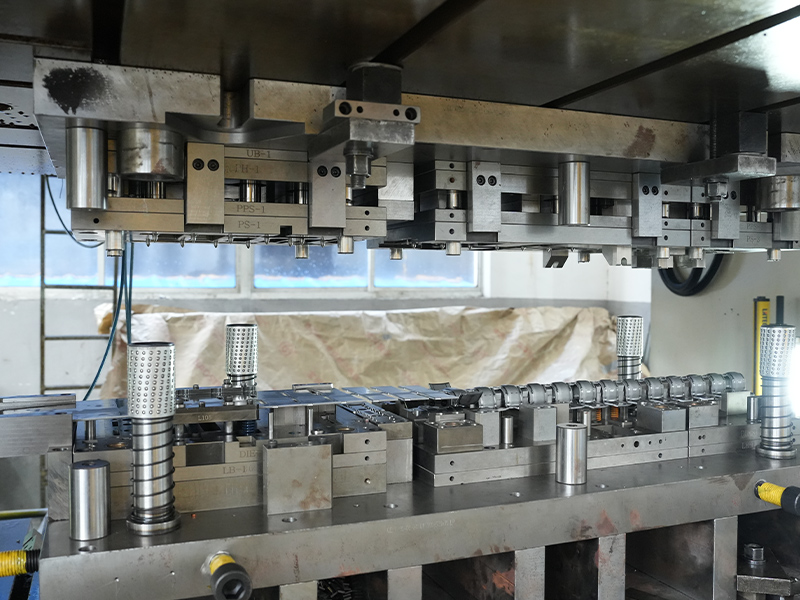
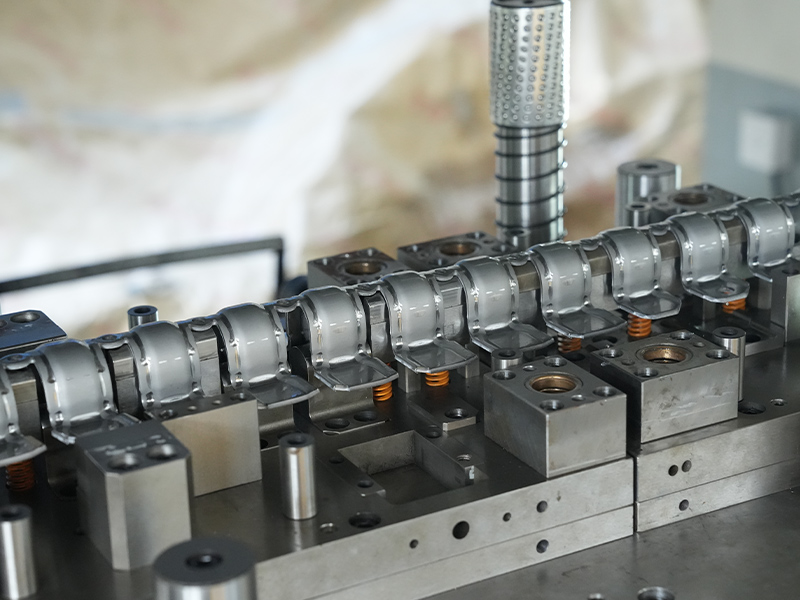
Progressiv stansning
Progressiv formverktyg utför flera operationer – blankning, håltagning, bockning, formning – vid successiva stationer inom en enda formsats. En spole av metall matas igenom automatiskt och avancerar ett steg per tryckslag. Progressiva stansar är standardvalet för hårdvarustansdelar med stora volymer eftersom de kombinerar flera operationer i en enda cykel, vilket minskar hanteringstiden och kostnaden per styck. Cykelhastigheter på 100 till 400 slag per minut är vanliga.
Överför stämpling
När en del är för stor eller komplex för att förbli ansluten till en bärremsa under hela processen, separeras den tidigt och överförs mekaniskt mellan stationerna. Överföringsformar är att föredra för större konstruktionsdelar som bilkarosspaneler där ämnen måste flyttas om eller vändas mellan operationerna.
Materialval: Matcha metall till applikation
Materialval är ett av de mest avgörande besluten i ett stämplingsprojekt. Fel material kan innebära verktygsslitage, dålig formbarhet, otillräckliga mekaniska egenskaper eller onödiga kostnader. Nedan är en praktisk jämförelse av de vanligaste materialen som används i hårdvarustansdelar:
| Material | Nyckelegenskaper | Typiska applikationer | Överväganden |
|---|---|---|---|
| Kolstål (SPCC / DC01) | Hög hållfasthet, låg kostnad, god formbarhet | Konstruktionsfästen, maskinramar, kapslingar | Kräver beläggning eller plätering för att motstå korrosion |
| Rostfritt stål (304 / 316) | Utmärkt korrosionsbeständighet, hög hårdhet efter arbetshärdning | Medicinsk utrustning, livsmedelsutrustning, marin hårdvara | Högre verktygsslitage; återfjädring måste noggrant kompenseras |
| Aluminium (1xxx / 5xxx / 6xxx) | Lätt, korrosionsbeständig, bra värmeledningsförmåga | Lättviktare för fordon, kylflänsar för elektronik, flyg | Lägre hållfasthet än stål; val av legering är avgörande |
| Koppar / Kopparlegeringar | Överlägsen elektrisk och termisk ledningsförmåga, duktil | Elektriska plintar, kontakter, samlingsskenor | Högre materialkostnad; oxidationshantering som behövs vid lagring |
| Zink / Zinklegeringar | God formbarhet, naturlig korrosionsbarriär, låg kostnad | Dekorativ hårdvara, biltrim, konsumentvaror | Lägre mekanisk hållfasthet än stål; inte lämplig för bärande delar |
På Dingjia arbetar vi med hela sortimentet av både järnhaltiga och icke-järnhaltiga material. Vår hårdvara stämpling delar produktsortiment täcker rostfritt stål, kolstål, aluminium, koppar, kopparbaserad pläterad och zinklegeringsstämpling – vilket ger kunderna en enskild källa oavsett deras materialbehov.
Toleranser och dimensionsstandarder du bör känna till
Toleranskrav har en direkt effekt på verktygskostnad, cykeltid och skrothastighet. Innan du begär en offert är det värt att förstå vad som är möjligt och vilka driver som kostar upp.
- Standard kommersiella toleranser för stansade plåtdelar är vanligtvis ±0,1 mm till ±0,3 mm för linjära dimensioner, beroende på materialtjocklek och egenskapskomplexitet.
- Precision progressiv formstämpling kan hålla ±0,02 mm till ±0,05 mm på stansade hål och blankade kanter med korrekt hantering av stansavstånd och regelbundet stansunderhåll.
- Böjvinkeltoleranser hålls vanligtvis till ±1° under standardförhållanden och ±0,5° för precisionsapplikationer.
- Krav på planhet och vinkelräthet, särskilt för delar som används vid automatiserad montering, bör tydligt anges på ritningen snarare än antas.
Att specificera snävare toleranser än vad applikationen faktiskt behöver är ett av de vanligaste sätten som köpare oavsiktligt ökar delkostnaden på. Om ditt designteam är osäkert kan en DFM-granskning (Design for Manufacturability) med leverantören innan verktygssignering förhindra dyra revisioner senare.
Ytbehandlingsalternativ för hårdvarupräglingsdelar
Råpräglade metallytor är sällan sluttillståndet för en hårdvarudel. Ytbehandling tjänar tre huvudsakliga syften: korrosionsskydd, estetisk förbättring och funktionell modifiering (som att öka hårdheten eller förbättra den elektriska kontakten). De vanligaste efterbehandlingsalternativen inkluderar:
- Elektroplätering – Avsätter ett tunt metallskikt (zink, nickel, krom, tenn, guld) på delytan för korrosionsskydd och utseende. Tjockleken är vanligtvis 5–25 µm.
- Pulverlackering – Elektrostatisk applicering av polymerpulver, sedan härdning i ugn. Ger en hållbar, enhetlig beläggning 60–100 µm tjock. Vanligt på konstruktionsdelar av kolstål.
- Anodisering – En elektrokemisk process exklusivt för aluminium som ger ett tätt, integrerat oxidskikt. Typ II anodisering ger 5–25 µm; Typ III (hård anodisering) ger 25–150 µm med betydligt högre hårdhet.
- Passivering – En kemisk behandling för rostfritt stål som tar bort fritt järn från ytan, vilket maximerar materialets inneboende korrosionsbeständighet. Vanligtvis specificerad för medicinska och livsmedelsgodkända delar.
- Fosfateringsfärg – En vanlig tvåstegsprocess för fordonsdelar av stål: järn- eller zinkfosfatbeläggning ger vidhäftning och korrosionsbeständighet som bas för efterföljande målning.
- Polering / Gradning – Vibrerande eller cylinderfinish tar bort grader och vassa kanter från stansade detaljer – väsentligt för delar som kommer i kontakt med händer, kablar eller tätande komponenter.
Rätt efterbehandlingsval beror på driftsmiljön, myndighetskrav (RoHS-överensstämmelse krävs ofta för elektronikdelar) och din monteringsprocess. Låt din leverantör veta slutanvändningsvillkoren tidigt – det påverkar materialvalet lika mycket som det gör efterbehandlingen.
Nyckelindustrier och vad de kräver av stämplade delar
Hårdvarustansdelar är inte generiska varor. Varje bransch har en specifik uppsättning tekniska och regulatoriska krav som tillverkaren måste förstå innan den första stansen skärs.
Automotive
Automotive stämplingsdelar måste uppfylla snäva dimensionella toleranser eftersom de är integrerade i automatiserade monteringslinjer där även en 0,2 mm avvikelse kan orsaka passningsfel. IATF 16949 Certifiering av kvalitetssystem är faktiskt obligatoriskt för fordonsleverantörer i nivå 1 och nivå 2. Materialspårbarhet, PPAP-dokumentation (Production Part Approval Process) och funktionell hållbarhetstestning är standardkrav. Vår stämplingsdelar för fordonsstål produceras under IATF 16949-certifierad kvalitetskontroll.
Elektronik och el
Terminaler, kontakter, skärmar och kontaktfjädrar i elektronik kräver konsekvent kontaktkraft, exakt geometri och tillförlitlig pläteringsvidhäftning. Koppar- och kopparlegeringsstämpeldelar dominerar detta segment på grund av deras elektriska ledningsförmåga. Tenn eller guldplätering över koppar är standarden för korrosionsfria passande ytor. Mikrostämplingstoleranser på ±0,01–0,05 mm är vanliga i kontaktapplikationer.
Medicinsk utrustning
Medicinska stämplingsdelar kräver biokompatibilitet, motstånd mot upprepade steriliseringscykler och fullständig spårbarhet av materialpartier. 316L rostfritt stål är det mest specificerade materialet för sin överlägsna korrosionsbeständighet i salthaltiga och kemiska miljöer. ISO 13485 kvalitetsledningscertifiering är grundförväntningarna från medicinska OEM-tillverkare.
Industrimaskiner
Konstruktionsfästen, höljespaneler och mekanismkomponenter i industriell utrustning prioriterar bärförmåga och dimensionell stabilitet över långa livslängder. Höghållfast kolstål och strukturella aluminiumlegeringar är typiska val. I många fall följer svets- eller nitningsoperationer stansningen, så konsekventa ämnesdimensioner och kantkvalitet påverkar direkt nedströms sammanfogningskvaliteten.
Verktyg: Investeringen som bestämmer delkostnaden på lång sikt
Formen (eller verktyget) är den primära kapitalinvesteringen i ett stämplingsprojekt, och att förstå verktygsekonomin hjälper dig att fatta bättre beslut om inköp.
En enkel enoperationsmatris för en liten konsol kan kosta $3 000–$8 000. En progressiv multistationsform för en komplex anslutningskomponent kan nå $50 000–150 000 $ eller mer, beroende på antalet stationer, material och nödvändiga toleranser. Den initiala kostnaden skrivs dock av över hela produktionsperioden. Vid volymer över 50 000–100 000 delar ger stämpling vanligtvis den lägsta kostnaden per styck för någon metallformningsprocess.
Nyckelfrågor att ställa din leverantör om verktyg:
- Vad är den nominella livslängden (antal slag innan större underhåll krävs)?
- Vem äger verktyget och vad händer med det om du byter leverantör?
- Vad är underhållsschemat för verktyg och vem bär kostnaden för rutinmässig skärpning?
- Kan samma formsats modifieras om din design ändras något, eller krävs ett nytt verktyg?
En leverantör med egen formkonstruktion och underhållskapacitet – snarare än en som lägger ut verktyg – erbjuder vanligtvis snabbare ledtider på de första proverna och mer kontroll över verktygens kvalitet och livslängd.
Kvalitetskontroll i hårdvarustämpling: Hur en rigorös process ser ut
Enbart dimensionsnoggrannhet definierar inte delens kvalitet. Ett robust kvalitetskontrollsystem för stämplade hårdvarudelar täcker hela produktionsflödet:
- Inkommande materialbesiktning – Verifiering av materialcertifikat och provtagning av mekaniska egenskaper och tjocklek innan rullar sätts i produktion.
- Första artikelinspektion (FAI) – Fulldimensionell verifiering av det första produktionsprovet mot den tekniska ritningen innan massproduktionen påbörjas.
- In-process SPC (Statistical Process Control) – Provtagning av delar vid definierade intervall under produktion och spårning av kritiska dimensioner på kontrolldiagram för att fånga avdrift innan den producerar defekta delar.
- Koordinat inspektion av mätmaskin (CMM). – För snäva toleransfunktioner eliminerar CMM-mätning operatörens subjektivitet och ger dokumenterade dimensionsrapporter.
- Ytbesiktning och visuell inspektion – Kontrollera efter grader, sprickor, repor, pläteringsdefekter och andra ytavvikelser under definierade ljusförhållanden.
- Utgående kvalitetskontroll (OQC) – Slutlig AQL-baserad provtagningsinspektion före leverans med inspektionsrapporter till kunden.
Vi håller IATF 16949-certifiering och driva ett kvalitetslaboratorium utrustat med Zeiss koordinatmätinstrument och halvautomatiska CMM. För kunder i reglerade branscher kan vi tillhandahålla fullständiga inspektionsprotokoll och materialspårbarhetsdokumentation med varje försändelse.
Hur man utvärderar en leverantör av hårdvarustansdelar
Att välja rätt tillverkare är lika viktigt som att få rätt design. Här är en praktisk utvärderingsram baserad på de kriterier som faktiskt driver långsiktig leveranstillförlitlighet:
| Kriterium | Vad du ska leta efter | Röda flaggor |
|---|---|---|
| Verktygskapacitet | Internt formdesign och underhållsteam | Alla verktyg outsourcade; begränsat DFM-stöd |
| Pressutrustning | Tonnageintervall (täcker din deltjocklek); moderna CNC-styrda pressar | Endast en eller två pressstorlekar; åldrande utrustning utan underhållsregister |
| Kvalitetscertifiering | IATF 16949 (fordon), ISO 9001, ISO 13485 (medicinsk) | Ingen certifiering eller certifiering som inte har förnyats nyligen |
| Inspektionsutrustning | CMM, optiska komparatorer, hårdhetstestare på plats | Lita på manuella mätare endast för precisionsfunktioner |
| Material bredd | Hanterar både järnhaltiga och icke-järnhaltiga material internt | Specialiserat sig på endast en materialfamilj; kan inte stödja framtida designändringar |
| Kommunikation | lyhörd för tekniska frågor; proaktiv om DFM-feedback | Långsam att svara; undviker att förbinda sig till dimensionsgarantier |
Vi välkomnar fabriksrevisioner och leder gärna potentiella kunder genom vår produktionsprocess, verktygsrum och kvalitetslaboratorium. Öppenhet i kvalificeringsstadiet är det bästa sättet att bygga upp den sorts långsiktiga leveransrelation som gynnar båda sidor.
Få ut det mesta av ditt stämplingsprojekt: Praktiska tips
Efter att ha arbetat med kunder inom fordons-, elektronik- och medicinindustrin i över 15 år, är dessa metoder som konsekvent leder till bättre resultat:
- Dela din årliga volymprognos tidigt. Till och med en ungefärlig siffra (t.ex. 200 000 stycken/år) avgör om progressiva verktyg, överföringsverktyg eller sammansatta verktyg är ekonomiskt vettigt, och det påverkar direkt den verktygsinvestering du kommer att bli ombedd att göra.
- Ange endast toleranser som du faktiskt kommer att inspektera. Om din inkommande inspektion inte kontrollerar en dimension, är det ingen idé att hålla din leverantör till ±0,02 mm på den – du betalar bara för en stramare process utan nytta.
- Begär en DFM-granskning innan verktygsgodkännande. Små förändringar – att lägga till en radie till ett skarpt inre hörn, justera ett avstånd från hål till kant eller ändra en böjavlastning – kan avsevärt minska verktygsslitaget och förbättra detaljens konsistens utan konstruktionsstraff.
- Konsolidera dina stämplingsleverantörer där det är praktiskt möjligt. Att använda en tillverkare med bred materialkapacitet innebär färre kvalificeringsprocesser, färre verktygsstilar att hantera och starkare hävstång för prioriterad schemaläggning under perioder med hög efterfrågan.
- Planera din ytfinish innan verktyg skärs. Vissa efterbehandlingsprocesser (t.ex. tung zinkplätering) lägger till dimensionsuppbyggnad som måste räknas in i delens geometri från början, inte eftermonteras i efterhand.
Varför arbeta med en specialiserad tillverkare av hårdvarustansning
Stämpling av hårdvara ser bedrägligt enkel ut från utsidan - en press faller ner, en form kommer ut. I praktiken innebär en högkvalitativ stämplingsoperation exakt formkonstruktion, materialvetenskaplig kunskap, processkontrolldisciplin och snabb respons på verktygsslitage. Gapet mellan en medioker leverantör och en kapabel visar sig i din skrothastighet, dina monteringskontroller och dina garantianspråk – inte bara i pris per styck.
Changzhou Dingjia Metal Technology Co., Ltd. har tillverkat precisionsstämpeldelar för hårdvara sedan 2010, med verksamhet från en 6 900 m² anläggning i Wujin District, Changzhou, med ett team på 56 erfarna tekniker och 24 stansmaskiner som kan 500 ton månatlig stämplingskapacitet . Vår produktion omfattar både järnhaltiga och icke-järnhaltiga material, och våra delar betjänar kunder inom fordons-, elektronik- och medicinska maskinsektorer globalt.
Om du köper hårdvarustansdelar och vill ha en tillverkare med verktygsdjup, kvalitetsinfrastruktur och materialutbud för att stödja hela din produktlivscykel, inbjuder vi dig att utforska vår komplett utbud av hårdvarustansdelar eller kontakta oss direkt för att diskutera dina projektkrav.











