 简体中文
简体中文

A stansad järnpackning är en tätningskomponent som tillverkas genom att pressa eller stansa plåt till en exakt form, utformad för att skapa en pålitlig, trycktålig tätning mellan två passande ytor. Dessa packningar används ofta i bilmotorer, avgassystem och industrimaskiner där hållbarhet under hög värme och mekanisk påfrestning är avgörande. Behöver du en tätningslösning som balanserar kostnadseffektivitet med lång livslängd är packningar av stansat järn ofta det praktiska förstahandsvalet.
Vad är en stämplad järnpackning?
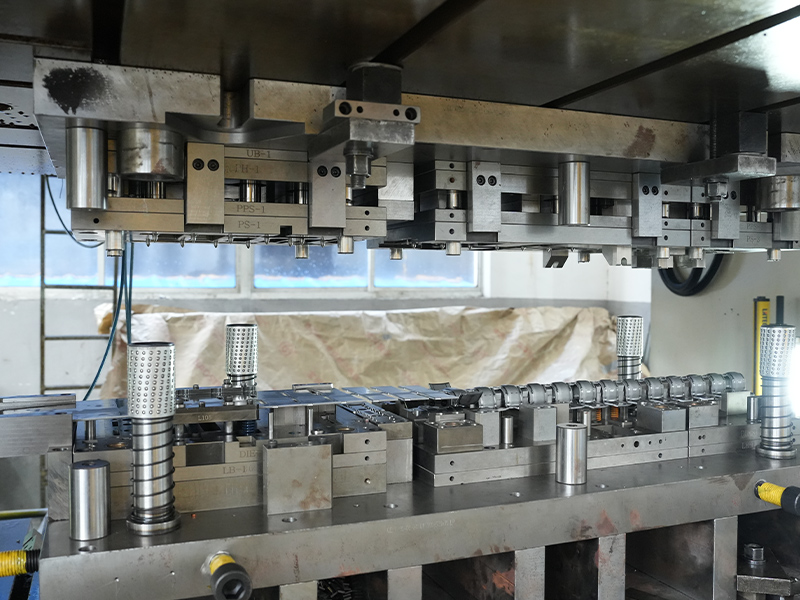
Stämplade järnpackningar tillverkas med hjälp av en metallstämplingsprocess där platt järn eller lågkolhaltig stålplåt matas genom en formpress som skär och formar packningen i en en- eller flerstegsoperation. Resultatet är en styv, dimensionellt konsekvent komponent med snäva toleranser.
Till skillnad från mjuka packningar gjorda av gummi eller kork, förlitar sig stansade järnpackningar på den kontrollerade deformationen av metall under klämkraft för att uppnå en tätning. De används ofta med ett mjukt ytmaterial - såsom grafit, fiber eller silikon - limmade eller belagda på järnbäraren för att förbättra formbarheten mot ofullkomliga passande ytor.
Viktiga materialegenskaper
- Draghållfasthet: typiskt 300–500 MPa för lågkolhaltigt stansstål
- Drifttemperaturområde: upp till 850°C (1 560°F) i bar järnform
- Tjocklek: vanligt 0,5 mm till 3,0 mm beroende på applikation
- Bra motstånd mot olja, kylvätska och bränsle vid driftstemperaturer
Vanliga typer av stämplade järnpackningar
Alla stämplade järnpackningar har inte samma funktion. Utformningen varierar avsevärt beroende på tätningsmiljön och de ytor som fogas.
| Typ | Konstruktion | Typisk tillämpning |
|---|---|---|
| Vanligt stämplat järn | Enkelt järn | Avgasflänsar, grenrörsanslutningar |
| Stämplat järn | Järnbärare med grafit- eller fiberbeläggning | Cylinderhuvud, ventilkåpor |
| Präglat stämplat järn | Järn med upphöjda tätningspärlor instansade | Oljetråg, vattenpumphus |
| Korrugerad packning | Vågig järnprofil för fjäderlik tätning | Högvibrerande rörflänsar |
Präglade packningar är särskilt effektiva i monteringar med lägre klämbelastning, där den upphöjda vulsten koncentrerar tätningstrycket utan att kräva överdrivet bultmoment - en vanlig teknisk kompromiss i aluminiumhöljen med järnpackningar.
Hur stämplade järnpackningar tillverkas
Tillverkningsprocessen påverkar direkt tätningskvaliteten och dimensionsnoggrannheten hos den färdiga packningen. Att förstå det hjälper ingenjörer att specificera rätt toleranser och beläggningskrav.
- Blankering: En spole av lågkolhaltigt stål eller grå järnplåt matas in i en press och en stans skär den övergripande packningens kontur.
- Piercing: Bulthål, portar och andra öppningar stansas samtidigt eller i en progressiv formsekvens.
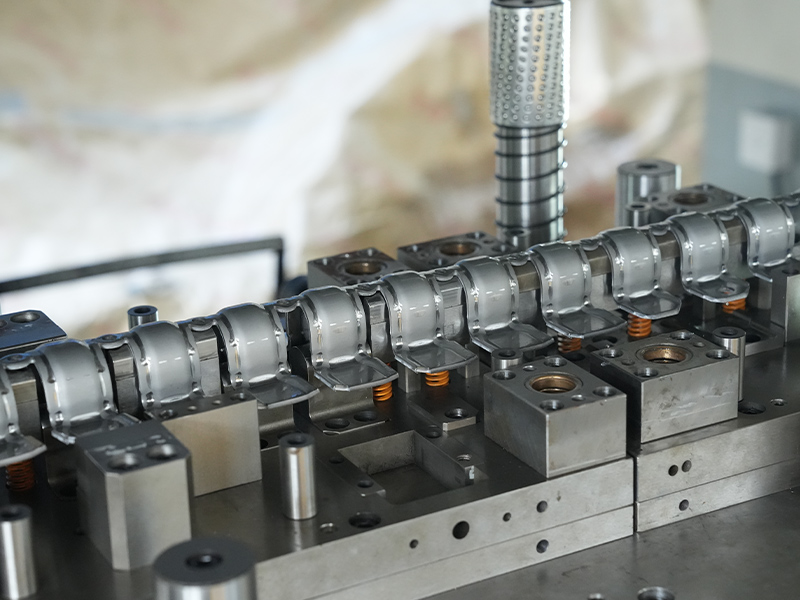
- Formning/prägling: Om tätningspärlor eller korrugeringar krävs stämplas de in i ytan i detta skede.
- Ytbehandling: Packningen kan vara fosfaterad, zinkbelagd eller försedd med en gummi- eller grafityta som är bunden under värme och tryck.
- Inspektion: Planhet, hålposition och tjocklek mäts mot dragtoleranser, ofta inom ±0,05 mm .
Progressiv formstansning möjliggör produktion i stora volymer - en enda presscykel kan producera hundratals packningar per minut , vilket håller enhetskostnaderna låga jämfört med bearbetade eller flerskiktiga stålalternativ (MLS).
Stämplad järnpackning kontra andra packningstyper
Att välja rätt packningstyp innebär att man jämför stämplat järn med sina huvudkonkurrenter över de faktorer som betyder mest i din applikation.
| Packningstyp | Max Temp | Anpassbarhet | Kostnad | Bäst för |
|---|---|---|---|---|
| Stämplat järn | Upp till 850°C | Måttlig | Låg | Avgasrör, grenrör, oljetråg |
| Flerskiktsstål (MLS) | Upp till 1 000°C | Hög | Hög | Hög-performance cylinder heads |
| Komposit / Mjuk | Upp till 400°C | Mycket hög | Låg–Medium | Låg-pressure, low-temp sealing |
| Spiral sår | Upp till 1 000°C | Hög | Mycket hög | Industriella rörflänsar, tryckkärl |
För de flesta standardtillämpningar för bilavgaser eller tillbehör, stämplad järnpackning ger det bästa värdet . MLS-packningar blir nödvändiga när cylindertrycket överstiger ungefär 100 bar eller krav på ytfinish kräver submikrons planhetstolerans.
Nyckelapplikationer inom fordons- och industriell användning
Stämplade järnpackningar dyker upp i motorer och maskiner där en repeterbar, värmestabil tätning behövs till måttlig kostnad.
Tillämpningar för fordon
- Avgasgrenrörs packningar: En av de vanligaste användningsområdena. Packningen måste klara snabba termiska cykler mellan omgivningstemperatur och över 600°C utan att förlora klämbelastning.
- Ventilkåpspackningar: Ofta en ansiktspressad järndesign med en silikon- eller gummiläpp för oljetätning runt omkretsen.
- Oljetrågspackningar: Präglat stämplat järn ger konsekvent kompression över stora, tunna flänsar som är benägna att deformeras.
- Vattenpump och termostathus packningar: Tätar kylvätskepassager vid måttliga tryck (vanligtvis under 2 bar).
Industriella applikationer
- Pump- och kompressorhus: Stämplade järnpackningar tätar delade hus där bearbetade ytor kan ha mindre defekter.
- Panna och värmeväxlarflänsar: Där förhöjd temperaturbeständighet behövs utan kostnaden för spirallindade lösningar.
- Växellådsskydd: Tunna präglade järnpackningar bibehåller oljeretention över kåpans leder som utsätts för vibrationer.
Hur man väljer rätt stämplad järnpackning
Att välja felaktigt leder till läckor, för tidigt fel eller onödiga överspecifikationer och kostnader. Använd dessa kriterier som en praktisk checklista.
Ytfinish på passande flänsar
Nakna stansade järnpackningar kräver en relativt jämn passande yta - vanligtvis Ra 1,6 till 3,2 µm . Grovare ytor behöver en täckt packning med grafit eller fiber för att fylla mikroluckor. Om din flänsyta är sämre än Ra 6,3 µm, överväg en komposit- eller MLS-packning istället.
Driftstryck och temperatur
Stämplat järn är lämpligt för tryck upp till cirka 70 bar i motstående konfigurationer. Utöver det kan packningen slappna av under ihållande belastning (krypning), vilket orsakar förlust av klämkraft och eventuellt läckage. För högtrycksapplikationer över detta intervall är MLS- eller spirallindade design att föredra.
Bultbelastning och flänsstyvhet
Tunna eller flexibla flänsar – vanliga i gjutna aluminiumhus – drar nytta av präglade stansade järnpackningar. Den upphöjda vulsten lokaliserar tätningsspänningen och uppnår en effektiv tätning även när det totala bultmomentet hålls lågt för att förhindra flänsförvrängning. Som en tumregel, präglade mönster fungerar bra när styvhetsförhållandet mellan fläns och packning är större än 10:1 .
Vätskekompatibilitet
Järn är kompatibelt med motorolja, kylvätska (med rätt inhibitorer), avgaser och de flesta bränslen. Bart järn är dock känsligt för korrosion från vattenkondensering i lågtemperaturavgasapplikationer. Ange i sådana fall a zink-fosfat eller galvaniserad beläggning för att förlänga packningens livslängd.
Installation bästa praxis
Även en väl specificerad packning kommer att gå sönder i förtid om den installeras felaktigt. Följ dessa steg för tillförlitlig tätning:
- Rengör passande ytor noggrant. Ta bort alla spår av gammalt packningsmaterial och tätningsmedel. Även små skräp kan orsaka ojämn kompression och lokala läckor.
- Kontrollera flänsens planhet. Använd en rätkant och känselmått. Överskridande skevhet 0,1 mm per 100 mm av flänslängd kommer sannolikt att orsaka läckor med en stansad järnpackning.
- Dra åt bultarna i sekvens. Följ alltid tillverkarens korsmönster vridmomentsekvens och specificerade värden. Övervridning kan spricka järnet eller permanent deformera mjuka ytor.
- Återmoment efter den första värmecykeln. Mjuka ytskikt lägger sig efter den första termiska cykeln. Återdragning till specifikationen efter den första körningen minskar risken för tidigt läckage – särskilt viktigt vid avgasgrenrörsapplikationer.
- Återanvänd inte komprimerade packningar. När en stansad järnpackning har komprimerats helt och termiskt cirkulerat, är dess tätningsvulst eller yta permanent inställd. Återanvändning leder nästan alltid till läckor.
Tecken på en misslyckad packning av stämplad järn
Att känna igen tidiga felsymptom förhindrar sekundär skada på flänsar, gängor och intilliggande komponenter.
- Synligt avgasblåsning: Svarta sotspår som strålar ut från flänsförbandet indikerar att förbränningsgas strömmar ut förbi packningen.
- Utsläpp av olja eller kylvätska: Våta rester runt packningens omkrets, ibland åtföljd av brännande lukt när vätska kommer i kontakt med het metall.
- Hörbart tickande eller poppande ljud: Ett metalliskt tickande från avgasområdet, mest framträdande när motorn är kall, tyder på ett läckage i grenrörspackningen.
- Järnkorrosion och sprickbildning: Inspektera borttagna packningar för rostperforering eller sprickor vid vulsten - båda indikerar slutet på livslängden.
I de flesta fall en läckande stansad järnpackning kan inte på ett tillförlitligt sätt återförslutas genom att enbart vrida om . Byte mot en ny packning, kombinerat med flänsinspektion och ytbeläggning vid behov, är rätt åtgärd.











