 简体中文
简体中文

Metallstämpling är en kallformningsprocess som använder formar och pressar för att omvandla platt plåt till specifika former . Denna tillverkningsteknik applicerar kraftfull kraft genom mekaniska eller hydrauliska pressar för att skära, böja, genomborra eller forma metall utan att tillföra värme, vilket gör den till en av de mest effektiva metoderna för att massproducera metalldelar inom fordons-, elektronik-, flyg- och vitvaruindustrin.
Processen fungerar genom att mata metallämnen eller spolar mellan en stans och stanssats, där pressen applicerar tusentals pund tryck för att deformera materialet till önskad konfiguration. Moderna stämplingsoperationer kan uppnå toleranser så snäva som ±0,001 tum och produktionshastigheter som överstiger 1 000 delar per timme, beroende på delens komplexitet.
Kärnkomponenter i metallstämplingsutrustning
För att förstå stämplingsprocessen krävs förtrogenhet med dess väsentliga maskineri och verktygskomponenter som samverkar för att forma metall med precision.
Pressmaskiner
Pressmaskinen ger den kraft som krävs för metalldeformation. Mekaniska pressar använder svänghjulsenergi och sträcker sig från 20 till 6 000 ton kraft , medan hydrauliska pressar erbjuder mer kontrollerad tryckfördelning idealisk för djupdragningsoperationer. Höghastighets progressiva pressar kan cykla upp till 1 500 slag per minut för enkla delar.
Formar och verktyg
Formar består av två huvuddelar: stansen (övre verktyget) och formen (nedre verktyget). Spelet mellan dessa komponenter sträcker sig vanligtvis från 5 % till 20 % av materialtjockleken. Verktygskostnaderna kan variera från $2 000 för enkla blanking-matriser till över $500,000 för komplexa progressiva dies med 20 stationer, men denna investering skrivs av på miljontals delar.
Materialmatningssystem
Spolematningssystem för automatiskt plåt genom pressen med exakta intervall. Servomatare ger positioneringsnoggrannhet inom ±0,025 mm, avgörande för att bibehålla inriktningen i progressiva stansar med flera stationer.
Primär metallstämpling
Metallstämpling omfattar flera distinkta operationer, var och en utformad för specifika formningskrav. Tillverkare kombinerar ofta flera operationer i en enda presscykel.
| Operationstyp | Beskrivning | Typiska applikationer | Materialavfall |
|---|---|---|---|
| Blankering | Skär en delkontur av plåt | Brickor, packningar, fästen | 10-40 % |
| Piercing | Stansar hål i metall | Elkapslingar, paneler | 5-15 % |
| Böjning | Bildar vinklar längs raka linjer | Fästen, chassikomponenter | 0-5 % |
| Ritning | Dra in metall i håligheter för att bilda djup | Burkar, handfat, bilpaneler | 5-20 % |
| Myntande | Komprimerar metall för att skapa detaljer | Mynt, smycken, precisionsdelar | 0-3 % |
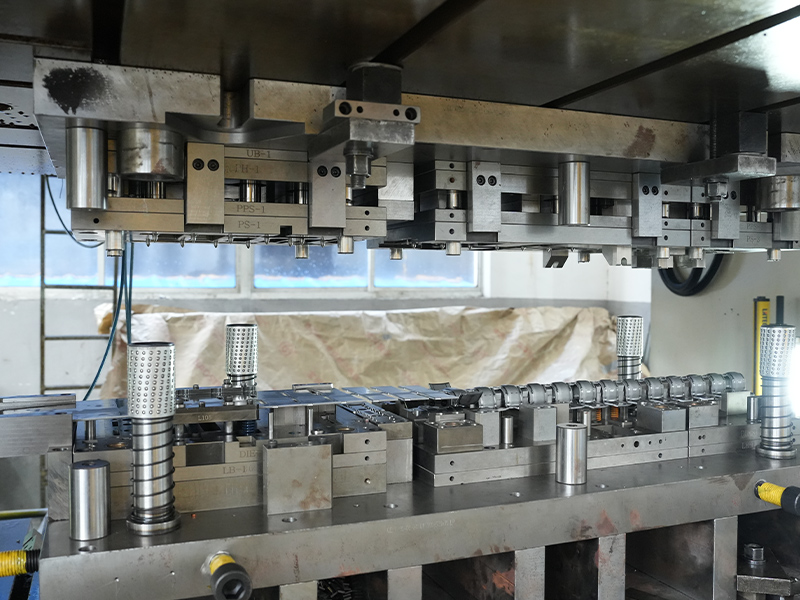
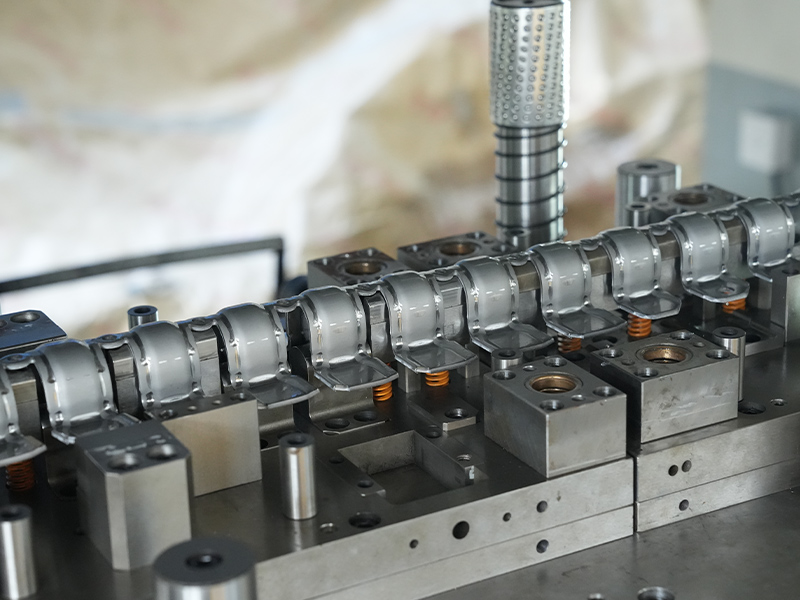
Progressiv stansning
Denna avancerade metod matar metallremsor genom flera stationer i en enda form, där varje station utför olika operationer. En typisk bilkontakt kan passera genom 15-25 stationer , slutföra blankning, håltagning, formning och bockning i en kontinuerlig sekvens. Detta tillvägagångssätt uppnår produktionshastigheter på 200-1 500 delar per minut för små komponenter.
Överför stämpling
För större delar flyttar överföringssystem ämnen mekaniskt mellan separata pressstationer. Denna metod hanterar delar upp till 2 meter i diameter och är vanlig vid tillverkning av karosseripaneler för bilar där en enda dörrpanel kan kräva 4-6 separata formningsoperationer.
Material som lämpar sig för stämpling
Materialvalet påverkar direkt verktygets livslängd, detaljkvalitet och produktionskostnader. Stämplingsprocessen rymmer olika metaller, var och en med specifika formbarhetsegenskaper.
- Lågt kolstål: Det vanligaste stämplingsmaterialet, som erbjuder utmärkt formbarhet och svetsbarhet vid 0,5-3,0 mm tjocklek, kostar cirka $0,80-$1,20 per kilogram
- Rostfritt stål: Kvaliteterna 304 och 316 ger korrosionsbeständighet men kräver 25-40 % mer tonnage än kolstål på grund av högre draghållfasthet
- Aluminiumlegeringar: 3003 och 5052 legeringar är populära för lättviktsapplikationer, vilket minskar delvikten med 60 % jämfört med stål samtidigt som den strukturella integriteten bibehålls
- Koppar och mässing: Utmärkt för elektriska komponenter på grund av ledningsförmåga, typiskt stämplade i 0,3-2,0 mm tjocklek med specialiserad smörjning
- Höghållfast stål: Avancerat höghållfast stål (AHSS) med draghållfastheter som överstiger 1 000 MPa möjliggör lättare fordonskonstruktioner men accelererar slitaget på formen med 30-50 %
Materialtjockleken varierar i allmänhet från 0,1 mm för tunna elektroniska komponenter till 6 mm för kraftiga konstruktionsdelar. Tjockare material kräver exponentiellt större presstonnage – fördubblad tjocklek kan kräva 4-8 gånger mer kraft beroende på materialegenskaper.
Steg-för-steg Stämpling Process Workflow
Ett typiskt metallstämplingsprojekt följer en strukturerad sekvens från design till färdiga delar, med kvalitetskontrollpunkter i varje steg.
- Design och teknik: CAD-modeller analyseras för stansbarhet, inklusive dragförhållanden, böjradier och materialflöde. DFM (Design for Manufacturing) granskning identifierar potentiella problem innan verktygsinvesteringar
- Verktygsdesign och tillverkning: Formdesign tar 2-8 veckor beroende på komplexitet, följt av 4-16 veckor för precisionsbearbetning och värmebehandling av verktygsstålkomponenter
- Materialförberedelse: Spolar skärs till önskad bredd (±0,5 mm tolerans) och kanterna avgradas för att förhindra repor under matning
- Installation och provning: Inledande körningar verifierar deldimensioner, ytkvalitet och processparametrar. Justeringar optimerar tonnage, matningslängd och timing
- Produktionsstämpling: Automatiserade produktionskörningar med in-line sensorer övervakar detaljdimensioner var 50:e–500:e cykel beroende på kritiskhet
- Sekundära operationer: Gradning, tvättning och värmebehandling förbereder delar för montering. Vissa komponenter kräver ytterligare operationer som gängning, svetsning eller beläggning
- Kvalitetsinspektion: CMM (Coordinate Measuring Machine) verifiering, visuell inspektion och funktionstestning säkerställer att delar uppfyller specifikationerna med Cpk-värden vanligtvis över 1,67
Fördelar och begränsningar med metallstämpling
Metallstämpling erbjuder tydliga fördelar för tillverkning av stora volymer men presenterar också specifika begränsningar som påverkar processval.
Viktiga fördelar
- Hög produktionshastighet: Enkla delar uppnår cykeltider under 1 sekund, vilket möjliggör årliga volymer som överstiger 50 miljoner stycken från en enda presslinje
- Låg kostnad per del: När verktyg har skrivits av över 100 000 enheter kan delkostnaderna sjunka till $0,05-$2,00 beroende på storlek och komplexitet
- Utmärkt repeterbarhet: Automatiserad stämpling bibehåller dimensionell konsistens inom ±0,05 mm över miljontals delar
- Materialeffektivitet: Häckningsoptimeringsmjukvara ordnar delar för att uppnå 70-90 % materialutnyttjande, med skrot som återvinns till bruken
- Förbättrade mekaniska egenskaper: Kallbearbetning under stansning ökar materialstyrkan med 20-30 % genom arbetshärdning
Primära begränsningar
- Hög initial verktygsinvestering: Komplexa progressiva formar kan kosta 100 000-500 000 USD, vilket kräver produktionsvolymer på 50 000 enheter för ekonomisk lönsamhet
- Designbegränsningar: Minsta böjradier måste vara 1-2 gånger materialtjockleken för att förhindra sprickbildning; väggtjockleken förblir typiskt konstant genom hela delen
- Begränsad geometrisk komplexitet: Djupdrag är begränsade till djup-till-diameter-förhållanden på 0,75:1 för enstaka operationer; komplexa 3D-former kan kräva flera presssteg
- Material återfjädring: Elastisk återhämtning efter formning kräver överböjning med 2-15 grader beroende på materialegenskaper, vilket ger komplexitet till formdesignen
Branschtillämpningar och exempel från verkliga världen
Metallstämpelns mångsidighet gör den oumbärlig inom olika tillverkningssektorer, med specifika processer optimerade för varje branschs krav.
Biltillverkning
Över 500 stämplade komponenter utgör ett typiskt fordon , från strukturella karosspaneler till små fästen. En enda ytterpanel för bildörrar kräver en 400-800 tons press och 4-6 formningssteg. Industrin förbrukar cirka 60 % av alla stämplade metalldelar globalt, med en årlig bilstämpelmarknad som värderas till 95 miljarder USD 2024.
Elektronik och vitvaror
Precisionsstämpling producerar anslutningsterminaler, kylflänsar och skärmningskomponenter med toleranser på ±0,025 mm. En smartphone kan innehålla 30-50 stämplade metalldelar inklusive SIM-fack, kameraramar och inre skärmar. Höghastighets progressiva matriser går med 600-1 200 slag per minut för små elektroniska komponenter.
Flyg- och rymdindustrin
Flygplanskonstruktionskomponenter använder stämpling för konsoler, clips och panelförstärkningar från aluminium och titanlegeringar. Aerospace stämpling kräver rigorös dokumentation, med Full spårbarhet krävs för varje del inklusive materialcertifieringar och processparametrar . Första artikelinspektionen kan involvera 100 dimensionskontroller.
Medicinsk utrustning
Kirurgiska instrument, implantatkomponenter och enhetshöljen är stämplade av rostfritt stål och titan. Medicinsk stämpling fungerar i ISO 13485-certifierade anläggningar med validerade processer och 100 % inspektion för kritiska dimensioner. Antalet delar per miljon (PPM) defekter förblir vanligtvis under 100.
Kostnadsfaktorer och ekonomiska överväganden
Att förstå präglingsekonomin hjälper tillverkarna att avgöra när denna process ger det bästa värdet jämfört med alternativ som laserskärning, bearbetning eller gjutning.
Verktygsinvesteringsfördelning
Verktygskostnaderna varierar dramatiskt beroende på komplexitet och produktionskrav:
- Enkel släcktärning (enkel hålighet): $2 000-$8 000
- Sammansatt form (flera operationer, enstaka station): $15 000-$50 000
- Progressiv tärning (8-12 stationer): $80,000-$200,000
- Komplex progressiv tärning (20 stationer): $250.000-$500.000
Break-even analys
För en måttligt komplex del blir stämpling vanligtvis kostnadseffektiv vid produktionsvolymer ovan 10 000-50 000 enheter . Ett verktyg på 100 000 USD som producerar 5 miljoner delar under sin livstid ger bara 0,02 USD per del, medan material och presstid kan bidra med 0,50-2,00 USD per del. Konkurrerande processer som laserskärning erbjuder lägre installationskostnader men högre kostnader per del på $3-$8 för liknande komponenter.
Verktygets livslängd och underhåll
Korrekt underhållna stämplingsformar producerar vanligtvis 500 000 till 5 miljoner delar innan de kräver slipning eller renovering. Formar för slipande material som rostfritt stål kan behöva slipas var 100 000-300 000 träffar. Kostnaderna för förebyggande underhåll uppgår till cirka 5-10 % av den ursprungliga verktygskostnaden årligen.
Kvalitetskontroll och inspektionsmetoder
För att upprätthålla konsekvent kvalitet vid stämplingsoperationer med stora volymer krävs omfattande övervakningssystem och statistisk processkontroll.
Övervakning under process
Moderna stämplingslinjer innehåller sensorer som upptäcker:
- Tonnageövervakning: Tryckkraftsavvikelser över ±5 % utlöser automatisk avstängning, vilket förhindrar defekta delar och skador på formen
- Deldetektering: Visionssystem verifierar delnärvaro och orientering, vilket eliminerar dubbla ämnen och felmatningar
- Måttmått: Lasermikrometrar kontrollerar kritiska egenskaper var 50:e–500:e cykel med ±0,01 mm noggrannhet
Statistisk processkontroll
SPC-tekniker spårar processkapacitet över tid. Mål-Cpk-värden på 1,67 eller högre säkerställer defektfrekvenser under 1 PPM för kritiska egenskaper. Kontrolldiagram identifierar trender innan delar överskrider specifikationsgränserna, vilket möjliggör proaktiva formjusteringar.
Slutliga inspektionsförfaranden
Beroende på kriticitet genomgår delar provtagningsplaner som sträcker sig från AQL 1.0 (640 PPM acceptabelt) för icke-kritiska funktioner till 100 % automatisk inspektion av säkerhetskritiska komponenter. CMM-verifiering ger dimensionsrapporter med 30-100 uppmätta punkter för första artikel och periodisk validering.
Framtida trender inom metallstämplingsteknik
Framväxande teknologier förändrar traditionella stämplingsoperationer, förbättrar effektivitet, precision och flexibilitet.
Servopressteknik
Servodrivna pressar ersätter traditionell svänghjulsmekanik med programmerbara rörelseprofiler. Detta möjliggör justering av glidhastigheten under slaget, vilket minskar formningstiden med 20-40 % samtidigt som man förbättrar materialflödeskontrollen. Servopressar förbrukar också 30-50 % mindre energi än mekaniska motsvarigheter.
Varmstansning och varmformning
Uppvärmning av material till 500-950°C före stansning möjliggör formning av ultrahöghållfasta stål (1 500 MPa) med minimal återfjädring. Denna process skapar fordonskonstruktionskomponenter som är 30 % lättare samtidigt som krockprestanda bibehålls. Varmpressning kräver specialiserade stansar med integrerade kylkanaler för att kyla delar under formningen.
Digital tvilling och simulering
Avancerad FEA-mjukvara (Finite Element Analysis) simulerar materialflöde, förutsäger rynkor, revor och återhopp innan fysiska verktyg byggs. Den digitala tvillingteknologin minskar utprovningsupprepningarna med 40–60 %, vilket accelererar tiden till marknaden och minskar utvecklingskostnaderna med 50 000–200 000 USD per projekt.
Integration med artificiell intelligens
AI-algoritmer analyserar sensordata i realtid för att förutsäga verktygsslitage, optimera pressparametrar och upptäcka kvalitetsavvikelser. Maskininlärningsmodeller som tränats på historiska produktionsdata kan minska skrothastigheten med 15-25 % genom tidig upptäckt av avvikelser och automatiserade processjusteringar.











